汽車五金連續(xù)模具設計標準事例講解!值得收藏轉發(fā)����!
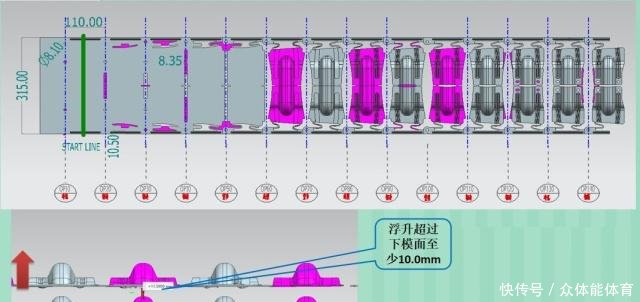
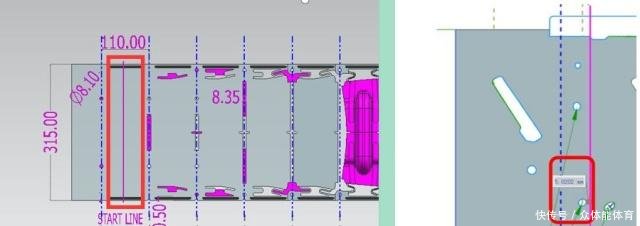
1.連續(xù)模中,初試線位置必須保證導正孔����,步距刀缺口�����,側刃誤檢缺口在第一站沖出�����;
2.初試線設置完成后�����,必須按步距復制到所有工站�����,確保不出現(xiàn)單邊沖孔����,切邊����,成型的情況;
3.初試線離第一序沖孔最小距離不能小于5MM(如下圖所示)
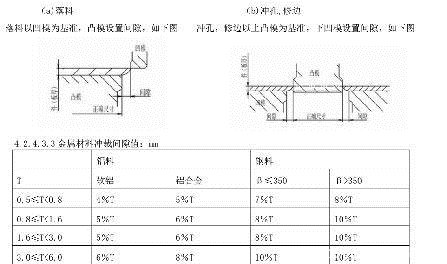
下模板設計標準
1.分板原則:為了方便加工與修模成本控制���,每一個切邊沖孔模板采用單獨��、多塊的結構����;為了節(jié)約材料,可以采用多塊拼接結構���。如果模具結構上允許��,不再求有硬料墊板��,有沖孔入子的��,可以局部加硬料墊板����。
2.模板要求:一般選用DC53鋼材�����,按沖壓材料的厚度(T)取模板厚度����,T<3mm時����,模板取H=32mm����,T≥3mm時�����,模板取H=38mm�。一般根據(jù)客戶要求
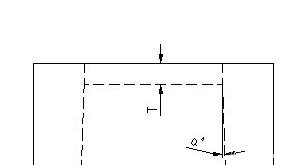
3.刀口磨刀量3mm≤T≤3倍料厚
a=1度,除客戶另行指定��。
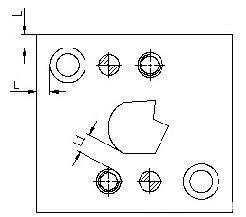
4.模板定位����、固定要求:
螺絲:一般選用螺絲M10以上,最少兩個以上��;
合銷:對應螺絲大小選用Ф10以上����;
是否加拔牙視客戶要求而定,有用外形定要求的客戶�,必需加內牙或拔牙,方便裝拆。
為了保證磨刀量��,螺絲沉頭孔從模板面到螺絲頭至少H=5MM以上����。
螺絲孔孔徑邊緣L≥5mm以上;特殊可以做到3.0
最小刀口邊距L1≥8mm以上。
5. 有3D型面的刀口模板:原則就是減小CNC加工量����,簡化為簡單的平面加工,除非客戶另有指定��?����;蛘咂媒档?-3面粗加工

 電話
電話 郵箱
郵箱 北京市房山區(qū)良鄉(xiāng)凱旋大街建設路18號-D4857
北京市房山區(qū)良鄉(xiāng)凱旋大街建設路18號-D4857